Case Study: CC019: Brake cylinder repair
Client
Rail industry.
Application Date
March 2004.
Scope Of Work
Machine, coat and post machine brake cylinder bore to return to correct bore diameter and surface finish.
Products
Substrate
Carbon steel.
Coating system
• Pre-machined cylinder bore to Ø357.15
• Grit blast internally to ISO 8501-1 cleanliness
standard SA 21/2 with a minimum surface area
of 50µm.
• Applied Polyglass VEF (with 5% styrene) by rolling
• Assemble valve
• Post-machined to Ø356.1 (+0-0.2)
• Thickness checked and spark tested at 6.5kv
• Grit blast internally to ISO 8501-1 cleanliness
standard SA 21/2 with a minimum surface area
of 50µm.
• Applied Polyglass VEF (with 5% styrene) by rolling
• Assemble valve
• Post-machined to Ø356.1 (+0-0.2)
• Thickness checked and spark tested at 6.5kv
Coating credentials
Corrocoat has completed several similar jobs since
October 1996 utilizing its Polyglass VEF coating, which
offers superior corrosion resistance, thereby prolonging the service life of these brake cylinders with the added benefit of reduced maintenance costs.
Photographs
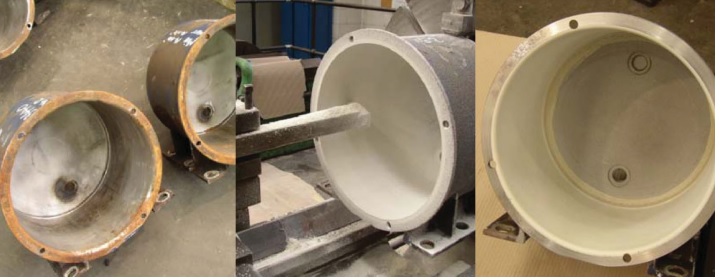
Left: Brake cylinders on arrival in our works.
Middle: Brake cylinder during post-machining.
Right: Brake cylinder on completion.
Middle: Brake cylinder during post-machining.
Right: Brake cylinder on completion.